Hongfang - समाचार

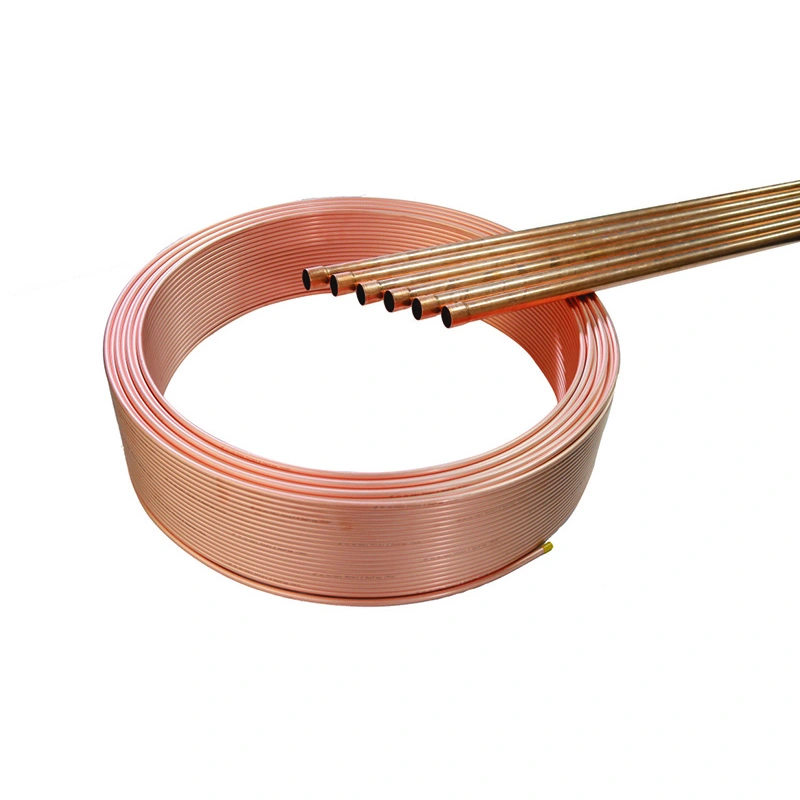
त्यहाँ धेरै प्रशोधन विधिहरू छन्तामा ट्यूबहरू, तर ती दुई कोटिहरूमा सारांश गर्न सकिन्छ: तातो प्रशोधन र चिसो प्रशोधन। उदाहरण को लागी, ट्यूब बिलीलेट र तिमुच रोलिंग र पर्टोले तापमान को एक तापमान को एक तापमान को लागी ट्यूब बिललेटहरु मा एक ट्यूब बिललेटहरु को लागी ताप्ल को लागी एक ट्यूब बिललेटहरु को लागी सबै को लागी सबै भन्दा कम हो। ट्यूब बिलेटले चिसो रोलिंग र कोठाको तापक्रममा चिसो रोलिंग र चिसो रेखाचित्रहरू पाइपहरूमा बनेका छन्। यो परम्परागत प्रक्रिया धेरै वर्ष को लागी प्रयोग गरिएको छ। एक्स्ट्रॉजेसन बिलियन फीडिंग विधि अझै प्रयोगमा छ। यो परम्परागत होकोपर ट्यूबबिलेट खुवाउने विधि। यसको उत्पादन उत्पादन प्रक्रियालाई ठोस गोप्यमा इलेक्ट्रोटिक तामामा पग्लन्छ, त्यसपछि 50500 भन्दा माथिको भट्टीमा, र त्यसपछि ट्यूब बिललेटमा एक द्वारा लोभ गरिएको डिस्कको लागि।
एक्स्रक्शन उच्च बहिर्राजन अनुपात र कम बाहिरी स्पाओियोमा विभाजन गरिएको छ, दुबै परिष्कृत अनाज संरचना र राम्रो सतह गुणस्तर छ। ट्यूब बिलेटहरू उच्च बाहिरी एक्सचेसन अनुपातसँग झर्छ र पर्खा मोटाईमा सानो हुन्छ र पर्खालमा पातलो हुन्छ, र सीधा एक अविरल सीधा मेसिन वा डिस्क स्ट्रि ing मेशिनमा प्रशोधन गर्न सकिन्छ; कम बाहिरी दर्जाियोले ठूला-साइज ट्यूब बिलिलेटहरू लोड गर्न ठूला आसजनहरू प्रयोग गर्न सक्दछ, र विस्तार प्रक्रियाको लागि चिसो रोलिंग ट्यूब मिल प्रयोग गर्नुहोस्। समान आकार र विशिष्टताहरूको ईन्टरईहरूको लागि, उच्च बाहिरी स्वीकृति अनुपार्जनलाई ठुलो एक्लो लोटेशन टोनरेज चाहिन्छ, र एक्ट्रउड गरिएको ट्यूब भित्ता मोटाई ठूलो हुन्छ।
वर्तमानमा, निरन्तर कास्टिंग र रोलिंग बिल फीलेट फाउरिने विधि चीनमा धेरै लोकप्रिय छ। यो 1 1990 1990 0 को दशकमा देखा पर्यो कि यो एक नयाँ बिल फीलेट फीडिंग विधि हो। यसको उत्पादन प्रक्रिया निश्चित लम्बाईको लागि तेर्सो रूपमा फ्याँकिनु हो र एक सानो व्यास पातलो-वाल पातलो-पर्खाल ट्युबलाई रोल गर्नको लागि तेर्सो रूपमा काटिएको ब्लक ट्यूब बिलेट काट्नु हो। तीन-रोल ट्यूब रोलिंग मिलले रोल बनाउन सक्छकोपर ट्यूबगैर-घुमाउने, यो एक कोइल अनलाइनमा रोल गर्न सजिलो छ। यसको चरित्रहरू छोटो उत्पादन प्रक्रिया, पुन: स्थापना प्रक्रिया, हटाइन्छ, र उपकरण लगानी कम गर्न, लागत कम गर्न।